本文为节选内容
如需更多报告,联系客服

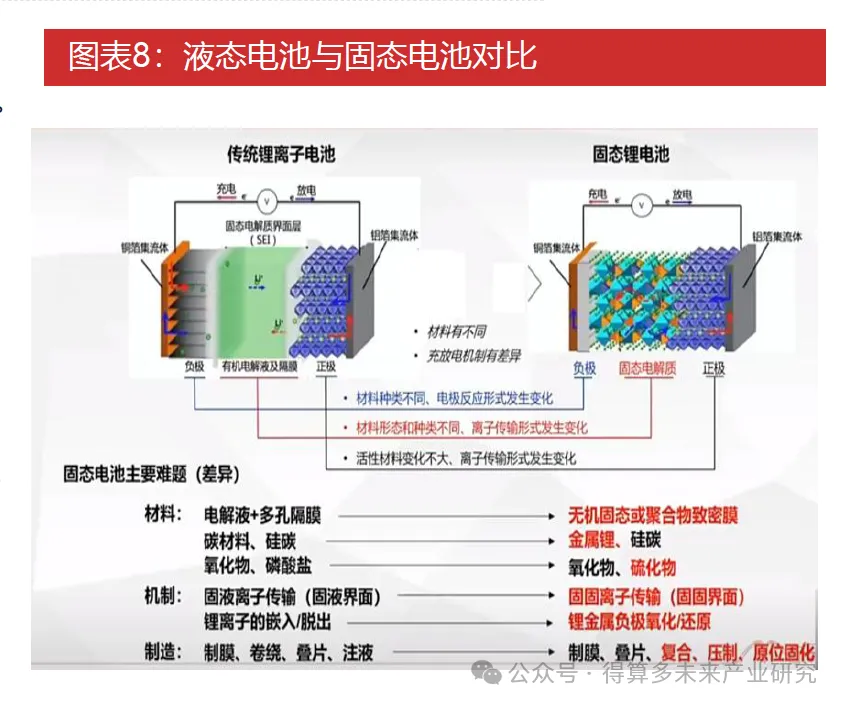
全固态电池安全性、能量密度大幅提升
◼ 高安全性是固态电池的首要优势。传统液态电池存在电池热失控等安全隐
患,在大电流下工作负极有可能出现锂枝晶,从而刺破隔膜导致内部短路。液态电池采用有机电解液,当电池在温度过高或内部短路等异常情况下,
存在自燃甚至爆炸的危险。而固态电池采用固态电解质,固态电解质具有
不易燃、耐高温、化学活性低等特 性,且能够有效抑制锂枝晶生长。
◼ 全固态电池能量密度相比液态电池大幅提升。从能量密度看,液态电池可达250Wh/kg+,半固态可达350Wh/kg+,准固态可实现400Wh/kg+,
全固态可突破500Wh/kg,主要由于:
➢ 材料端看:固态电解质具备更稳定、更安全,电化学窗口宽(5V以上)等性质,因此可以兼容高比容量的正负极,比如高电压正极、富锂锰基、硅
负极、锂金属负极等材料,进而大幅提升电芯能量密度。
➢ 结构端看:固态电解质将电解液的隔膜功能合二为一,大幅缩小正负极间距,从而降低电池厚度,因此提升电芯能量密度。
➢ Pack端看:固态电解质的非流动性,可以实现电芯内部的串联、升压,可以降低电芯的包装成本,并提升体积能量密度。固态电解质的安全性,可以减少系统热管理系统需求,成组效率大幅提升,从而提升Pack能量密度。
全固态电池不足:离子电导率低,成本较高
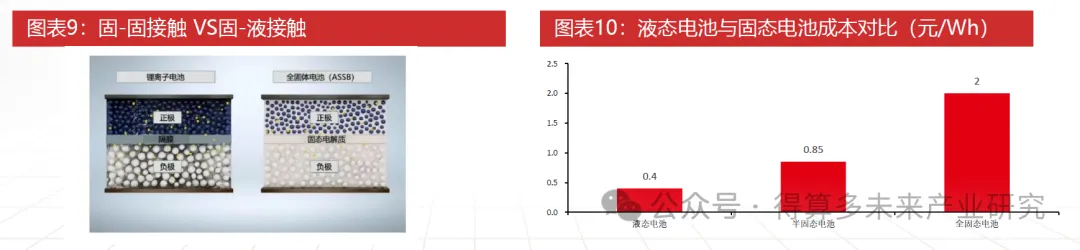
◼ 全固态电池中的界面问题是制约电池性能的重要因素。与液态电池中的固-液界面不同,固态电解质与电极之间的固–固界面主要是:1)物理接触,电极和电解质之间为点接触,容易产生裂缝和气孔,制界面处锂离子传输;2)化学接触,界面处的(电)化学副反应导致固–固界面稳定性降低,增大界面阻抗。
◼ 当前全固态电池成本是液态电池的4-5倍。固态电解质目前难以轻薄化,用到的部分稀有金属原材料价格较高,全固态对生产工艺、成本和质量控制也提出了更严苛的要求,生产设备替换率大,全固态电池成本预计明显高于现有液态电池。目前主流三元电芯成本约0.4-0.5元/Wh,根据清陶能源、卫蓝新能源等企业半固态电池项目环评书,测算半固态成本约0.85元/Wh,全固态电池成本约为 1.5-2.5 元 /wh。远期看,根据TrendForce预测,经过市场大规模快速推广,全固态电池搭载锂金属负极、电解液也将全部被替换为固态电解质,2035年电芯价格将有机会降至0.6-0.7元人民币/Wh。
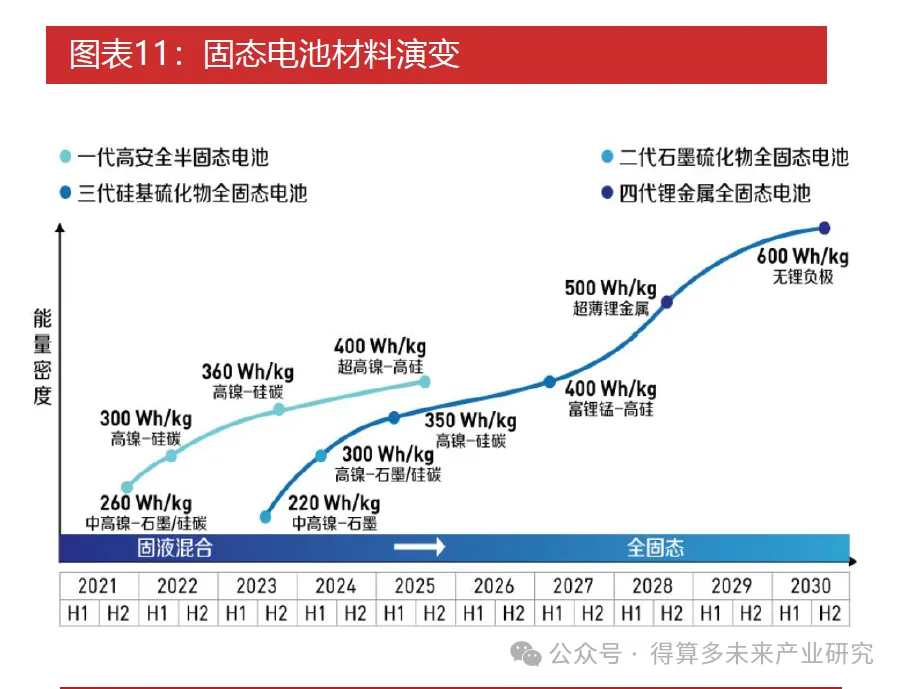
固态电池材料演变路线
◼ 在传统液态电池技术的基础上,正负极材料中短期可以沿用前期技术,中长期可以朝向更好性能方向升级;固态电解质尤其是硫化物技术路线为纯增量环节;辅材包括导电剂、粘结剂等或因固态特性导致性能需求/用量提升。
◼ 根据欧阳明高预测,
➢ 2025~2027年,石墨/低硅负极硫化物全固态电池以200~300Wh/kg为目标,攻克硫化物固态电解质,打通全固态电池技术链,三元正极和石墨/低硅负极基本不变,向长寿命大倍率方向发展。
➢ 2027~2030年,高硅负极硫化物全固态电池以400Wh/kg和800Wh/kg为目标,重点攻关高容量硅碳负极,三元正极和硫化物固态电解质仍为主流材料体系,面向下一代乘用车电池。
➢ 2030~2035年,锂负极硫化物全固态电池以500Wh/kg和1000Wh/kg为目标,重点攻关锂负极,逐步向复合电解质(主体电解质+补充电解质)、高电压高比容量正极发展(高镍、富锂、硫等)。
固态电解质是全固态电池核心部件
◼ 固态电解质是全固态电池核心部件。从电池组成方面来看,相较于液态电池的正负极材料、隔膜、电解液四大主材,固态电解质是变化最为明显的一个环节。固态电解质兼具内部离子传输以及隔膜的角色,其性质也直接影响到固态电池的化学性能。
◼ 作为固态电解质,需要满足以下几个条件:
➢ 高的锂离子电导率(至少高于10-4 S cm-1)与接近1的锂离子迁移数。
➢ 低的电子电导率,以降低电池的自放电效应。
➢ 宽的化学/电化学稳定窗口,能与锂金属负极与高压正极相容。
➢ 低成本,有利于固态电解质的工业化生产。
➢ 易变形,有利于集成到全固态锂电池中。
◼ 目前主要技术路线包括聚合物体系、氧化物体系、硫化物体系、卤化物体系。四种体系都有各自的优缺点,很难找到一个完美的固态电解质满足全固态电池所需的所有特性。
聚合物:电导率低,性能提升有限
◼ 聚合物固态电解质由高分子和锂盐络合形成,同时添加少量惰性填料。锂离子通过聚合物的分段运动,靠不断的络合与解络合而传递。主要类型包括PEO基、PVDF基、PAN基、PMMA基、复合型。
◼ 聚合物优点是易加工,与现有的电解液生产设备、工艺都比较兼容, 机械性能好,率先实现商业化应用。
◼ 缺点:
➢ 离子电导率太低,且在低温下性能影响较大,通常需 要在高温(60℃以上)下才能正常充放电;
➢ 化学稳定性较差,无法适用于高电压 的正极材料,在高温下会发生起火燃烧的现象;
➢ 电化学窗口窄,电位差太大时(>4V) 电解质易被电解,使得聚合物的性能上限较低。

聚合物:干法湿法技术各有优劣,预计双路线并行
◼ 聚合物电解质制造工艺包括干法工艺、湿法工艺和喷涂工艺,干法湿法工艺应用广泛,两种工艺均有利弊,为主流工艺,喷涂工艺研究进展缓慢,未获大规模应用。聚合物电解质主流使用用改性高聚合度聚环氧乙烷(PEO) ,主要采用多相催化聚合法合成,生成机理是配位阴离子聚合机理,一般由电池生产企业直接购置。
◼ 湿法工艺与锂离子电池涂覆工艺类似,首先将聚合物(PEO等)溶解在溶剂(NMP)中,再添加锂盐(LiTFSI)、增塑剂和惰性填料等制备成电解质浆料,溶液浇铸法或刮涂法将电解质浆料成膜,然后再加热干燥,使聚合物固化、溶剂挥发,制成聚合物电解质薄膜,根据载体不同,可分为正极支撑成膜与骨架支撑成膜方式。
◼ 干法工艺是将正极和电解质浆料高温熔化形成高粘度糊状物,并同时返混挤出叠加在正极集流体上,并通过卷压机压实,再将负极涂布后通过辊压法把多层电芯压实。
◼ 聚合物电解质工艺难点在于成膜均一性控制和与负极接触稳定性,干法湿法工艺各有优劣,后续预双路线并行,喷涂工艺相关专利数量较少,在固态电解质领域未获大规模应用。氧化物:兼具电导率和稳定性,目前发展进度较快
◼ 目前氧化物路线以LATP、LLZO、LLTO路线为主。氧化物电解质路线氧化物固态电解质由快离子导体、粘结剂和锂盐组成,根据电解质晶体结构,快离子道题可以分为钙钛矿结构型(如LLTO)、石榴石结构型(如LLZO)、快离子导体型(LATP)、硫代磷酸盐(LGPS)等,约占固态电解质总质量的80%。
◼ 氧化物兼具电导率和稳定性,量产难度适中,目前发展进度较快。
◼ 优点:氧化物热稳定性好、电化学窗口宽、机械强度高。
◼ 缺点:电导率一般、脆度高难以加工、界面接触差。
◼ 量产方面,氧化物体系制备难度适中,较多新玩家和国内企业选取此路线,预计采用与聚合物复合的方式,在半固态电池中率先规模化装车。
氧化物:干法生产简单成本低,湿法生产可实现纳米化
◼ 氧化物固态电解质制备方法包括固相法、溶胶凝胶法、共沉淀法等,其中固相法成本低,为目前LLZO的主流,生产方式,LATP涂覆需要纳米化,因此液相法为主流生产方式。
◼ 固相法:将原材料(锂盐、镧/锆/铝氧化物等)按比例粉碎、反复球磨和高温烧结制备产品。优点为原材料易得、成本低、工艺简单,缺点为能耗高、晶粒尺寸不均匀、易团聚,影响产品性能,因此对研磨要求较高。
◼ 液相法:将原材料(醋酸锂、有机镧/锆盐等)溶解,混合反应后脱水聚合形成溶胶/凝胶,最终低温煅烧制备产品。优点为能耗少,掺杂均匀,颗粒可控,可纳米化,缺点为原材料成本高,存在环保问题,不利于大规模生产。

硫化物:硫银锗矿型电解质是较优路线。
◼ 硫化物体系:技术最理想路线,离子电导率最高,机械加工性强,界面
接触良好、界面电阻较小,并且电化学稳定窗口较宽(5V 以上),工
作性能表现优异,在全固态电池中发展潜力最大。
➢ 缺点包括:界面不稳定,容易与正负极材料发生副反应,造成界面高阻
抗,导致内阻增大;
➢ 在制备工艺层面,硫化物固态电池的制备工艺比较复杂,且硫化物容易
与空气中的水分、氧气反应产生硫化氢剧毒气体;
➢ 成本相对高昂,硫化锂等核心材料的降本空间大。
◼ 硫银锗矿型电解质是较优路线。在不同晶体结构的硫化物电解质中,主
要路线包括锂锗磷硫LGPS(Li10GeP2S12)、锂磷硫LPS(Li7P3S11)
和硫银锗矿型电解质LPSCl(Li6PS5Cl)。
◼ 综合热安全特性、成本、工艺成熟度等因素来看,目前硫银锗矿型电解
质是硫化物全固态电池较好的技术路线选择。
硫化物:机械法是主流制备工艺
◼ 硫化物固态电解质制备方法包括高温淬冷法、高能球磨法、液相法等,制备过程需在惰性气体保护下进行。
◼ 球磨法:将原料混合装入球磨机上高能球磨,球磨后取出再进行热处理,优点是混合均匀,离子电导率和结晶度得到改善,缺点是设备要求较高,制备时间长,仅适合小批量生产,为目前主流制备工艺。
◼ 液相法:将原料放置于溶液中搅拌,充分反应后蒸发溶剂,然后再进行热处理,进而制备固态电解质。优点是原料可在溶液中充分接触,结晶度可控,缺点是离子电导率偏低,适用于制备薄膜电解质。
◼ 气相合成法:以空气稳定的氧化物为原料,一步气相法合成硫化物电解质,制备过程空气稳定,大幅简化制备工艺,节约生产时间和制备成本,适合大批量生产,通过调整掺杂等手段,电导率可达2.45×10-3S/cm。
卤化物:兼具电导率和稳定性,前景广阔
◼ 2018年以来,学术界在卤化物固态电解质研究取得显著进展,卤化物逐渐成为固态电池材料体系创新的重要方向。
◼ 卤化物分类取决于LiaMXb中元素M的类别,包括M=Al、Ga、In、Ti、V、Cr、Mn、Fe、Co、Ni、Cu、Zn、Cd、Mg、Pb等)。
◼ 优点:室温离子电导率好,具备更宽的电化学稳定窗口,运行稳定,与高电压正极材料的兼容性好。
◼ 缺点:对金属锂的稳定性差,可能影响能量密度,溶剂稳定性相对较低,限制了其适用范围,此外,与集流体的反应性也需进一步优化。
◼ 其中含锆( Zr )卤化物电解质具有非常高的实际应用前景,因为Zr在地壳中具有相对较高的丰度,有望制备出低成本高性能的卤化物电解质。
◼ 可与硫化物形成复合体系,提高电化学稳定性。除此之外,目前复合固态电解质策略已成为行业共识,行业内看好硫化物-卤化物复合体系的应用,卤化物材料被用于富锂锰基、高镍三元等高压正极的包覆或涂覆改性,以拓宽电压窗口,并化硫化物固态电解质与正极材料的界面匹配。
◼ 卤化物固态电解质的合成主要采用机械混合球磨和高温烧结路径,采用其他的合成方法,如液相合成、气相沉积等。
◼ 机械法(如高能球磨)是一种非常简便的方法,通常得到无定形或低结晶度(或亚稳态)的卤化物固态电解质,粒径分布范围窄,后续可通过退火改善结晶度。从Asano等成功制备高室温电导率的Li3YBr6与Li3YCl6电解质开始,球磨工艺成为研究中卤化物固态电解质合成的主流工艺。
◼ 液相法反应大幅度缩短了混合以及反应时间,且反应温度较低,适合大批量工业生产。卤化物在液相中均匀分布,结晶后更容易获得晶粒尺寸均匀的样品。此外,卤化物的水系合成不需要惰性气氛,干燥后不会残留有机溶剂和有机溶剂气氛,更加安全环保,适合大规模生产。
◼ 硫化物技术路线逐步清晰,成为各家企业布局重点。由于在性能上突出的表现,硫化物技术路线成为目前各家电池以及材料厂的研究重点,目前包括宁德时代在内的多家电池厂以及一汽等车企都锚定硫化物的技术路线,推动实现固态电池的终极性能。
◼ 此外,专利信息显示,宁德时代、比亚迪、清陶能源等头部企业在卤化物领域同样进行前瞻性布局。例如,宁德时代的一项“掺杂型卤化物固态电解质”专利已于2025年1月获授权,旨在进一步提升离子导电率。
海外固态电池路线
◼ 日韩、欧美、中国为固态电池发展主要国家,各国对于固态电池的技术路线选择有所差异。
◼ 日本押注硫化物路线,日本企业在固态电池的研发起步较早,在固态电池领域处于技术领先地位。由于硫化物电解质电导率高、性能优异且最适配全固态电池,丰田、本田、日产、松下、LGES、三星 SDI、SK On 等日韩企业长期来选择最有前景的硫化物固态电池(全固态电池)为主攻技术路线。截至 2024 年,日本在全固态电池领域的国际专利申请数量占比达到 68%。其中,丰田起步最早,且研发进展最快,拥有全球最多的固态电池专利(超 1300 项),预计 2025 年量产第一代全固态电池(300Wh/kg,600Wh/L),2030 年量产第二代全固态电池(400Wh/kg,800Wh/L)。
◼ 欧洲车企与美国初创企业合作开发固态电池,三大技术路线均有布局。美国在固态电池领域以 Quantum Scape、Solid Power等初创企业为主,在硫化物、氧 化物和聚合物三大技术路线均有布局,大众、宝马、奔驰等欧洲车企通过投资这些美国初创企业,共同推动在固态电池领域的发展。比如,大众是 Quantum Scape 的最大股东, Quantum Scape 计划 2025 年底开始量产固态电池;宝马和 Solid Power 紧密合作,Solid Power 计划 2025 年搭载宝马原型车,2026 年开始量产。
◼ 韩国选择氧化物和硫化物路线并行,政府提供税收抵免支持固态电池研发,叠加动力电池巨头联合推进,目标于2025-2028年开发出能量密度400Wh/kg的商用技术,2030年完成装车。