如需更多能源产业报告,联系客服购买 可购买单份报告或打包订购(800多份能源产业报告,覆盖煤炭、石油、天然气、新能源/可再生能源、风电、光伏、水电、核电/核聚变、储能、氢能、固态电池)
究

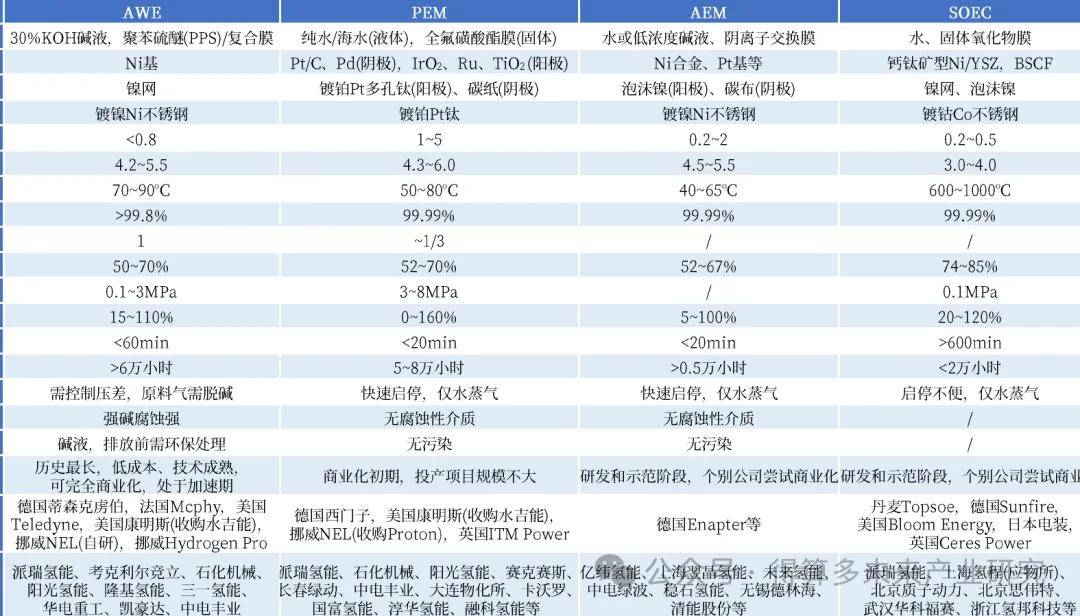
经过200多年的发展,全球电解水制氢的技术路线已经发展出AWE(ALK)、PEM、SOEC、AEM四大技术路线。其中AWE商业化程度非常高、PEM其次,而SOEC、AEM尚处研发和示范阶段。国内电解水技术后起直追,经历引进到自主创新、再到全面国产化降本的历程,有望引领全球。
>AWE碱性电解水技术已发展数十年、最早工业化,其优点可使用非贵金属催化剂、成本较低,且国产化程度高,但在快速启停和低电压启动等方面表现不佳、不适合风光等间歇性电能直驱运行。国内AWE技术自前单体设备制氢能力强于海外同行,但其他指标仍有一定差距。
>PEM质子交换膜电解水技术具有电流密度大、氢气纯度高、响应速度快、转换效率高等优点,但需要在强酸性和高氧化性的工作环境下运行,因此更依赖铂、铱、钉等贵金属催化剂、成本过高。海外PEM技术的领先优势较明显,国产设备从性能指标到原材料“卡脖子”两方面都处于劣势地位。未来降低主要材料成本与贵金属用量、提升国产化比例是PEM规模化、商业化发展的关键。
>AEM阴离子交换膜电解水为前沿技术,能结合AWE低成本与PEM简单、高效的双重优势,可使用非贵金属催化剂、无钛部件,对双极板等零部件要求不高,可实现快速启停,降本空间较大。但目前AEM膜存在化学、机械稳定性的问题,影响寿命曲线。
>SOEC固体氧化物电解水技术在高温下制氢效率高,可使用镍等低成本催化剂材料,但运行温度高需要高温热源、启停不便、性能衰减较快,耐久性是SOEC目前的首要问题。如果利用工业生产中高品质的余热,SOEC的系统效率有望达到85%。
未来全球电解水制氢的快速降本,将依赖中国设备厂家和材料供应商的努力,否则商业化、燃料电池汽车的普及等将遥遥无期。