如需更多能源产业报告,联系客服购买 可购买单份报告或打包订购(800多份能源产业报告,覆盖煤炭、石油、天然气、新能源/可再生能源、风电、光伏、水电、核电/核聚变、储能、氢能、固态电池)
等静压技术历经七十年验证,早已成熟应用于多种工业场景。1955年Batelle研究所首创热等静压,随后冷、热、温三路线并行,装备从实验室扩展到直径2.4m的工业级,工艺标准完备,已成为航空航天、医疗、汽车、电子等高端制造领域不可或缺的关键技术之一,为固态电池制造奠定可直接套用的工业基础。等静压技术最初主要应用于金属与陶瓷领域,凭借其致密化与组织均匀化优势,在多个方面得到广泛使用。1改善金属组织:结合粉末冶金与热等静压工艺,有效消除偏析和组织不均,提升高合金钢及高温合金的性能;2近净成形:可直接制造航空航天发动机中的粉末高温合金涡轮盘、压气盘等复杂零部件,实现高强度与高精度兼备;3高性能陶瓷:在较低烧结温度下达到理论密度,用于切削刀具、耐磨元件及生物医学假体等;4缺陷修复:广泛用于铸件的致密化处理,消除内部疏松和缩孔,显著提高材料的可靠性与使用寿命。
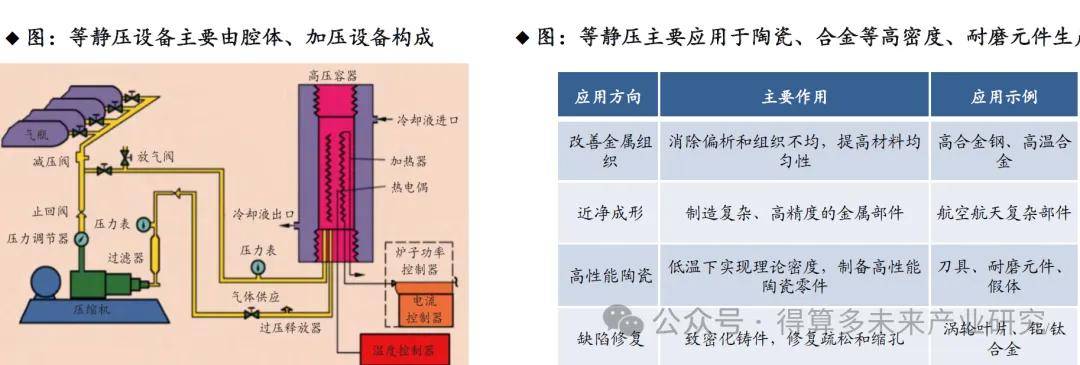
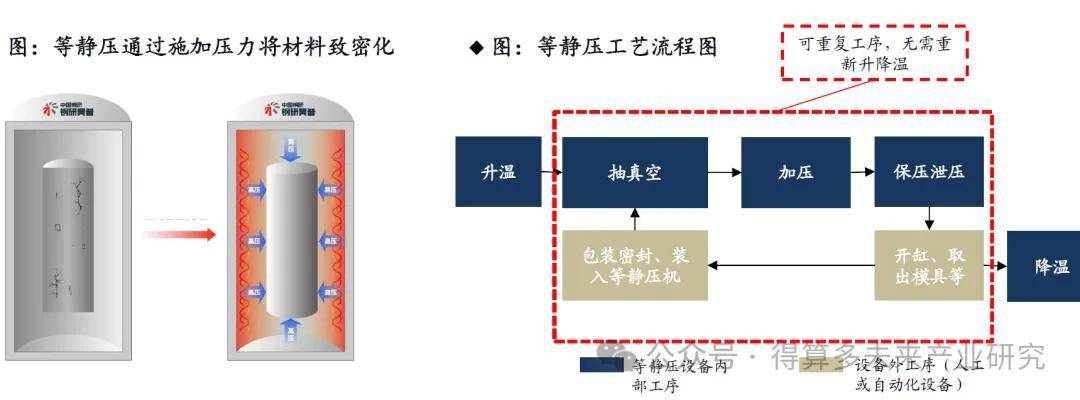
等静压工艺利用流体介质的不可压缩性与压力均匀传递特性,向被压材料均匀输送压力使其致密化。等静压将粉体材料、零部件或电芯装入高压容器,通过压力泵/压缩机注入气体、水或油等介质并加热,使腔体内各方向承受一致压力,从而使粉末或待压实的烧结坯料(或零件)致密化、形成高密度成型体。等静压工艺主要流程为包套密封、升温、抽真空、加压、保压、降压、降温等。工艺上,材料先包套密封,装入升温完成的设备后经抽真空,随后注入流体介质并加压,确保压力均匀传递并压实内部粉体。完成保压后依次卸压、取出,最终获得高致密度成型体,适用于电池与陶瓷等精密制造场景。设备在使用前和使用后需要经过升温和降温的流程,但在连续生产过程中无需每轮重新升降温。
冷等静压在常温下以水或油为介质,施加100-630MPa的高压,使被压材料通过颗粒重排和塑性变形实现致密化,但密度通常仅为85-92%。其设备简单、成本低、生产成形周期仅需数分钟,因此量产效率最高,常用于大
规模粉体预制。温等静压在50-500C和50-50OMPa下进行,介质为热油或气体。温度的引入促进被压材料发生热塑性变形和扩散,使致密度提高到90-95%。尽管周期延长至小时级、成本上升,但在性能与效率之间实现平衡,适合中等规模生产。
热等静压在800-2200C的惰性气体中进行,压力一般为100-200MPa。高温促使粉末烧结和蠕变扩散,制品接近理论最高密度(>99.8%)。因设备昂责、生产周期长、效率最低,主要用于航空航天等对性能要求极高的关键部件。

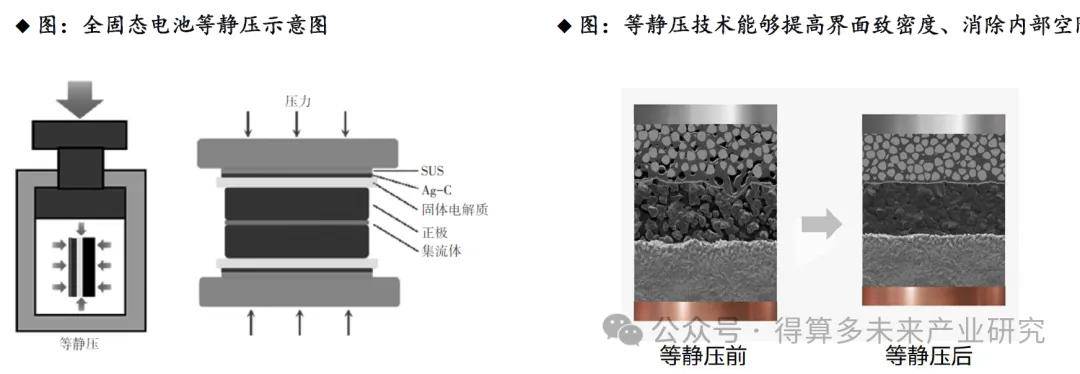
固态电池中道新增等静压工艺,主要用于叠片后的致密化环节。等静压工艺应用于电芯成型后,通过均匀多向压力实现致密化,消除固固界面空隙,提升电解质与电极接触质量,改善离子传导率和循环性能。这一工艺有效解决界面贴合难题,是实现电池高能量密度和高稳定性的核心环节。
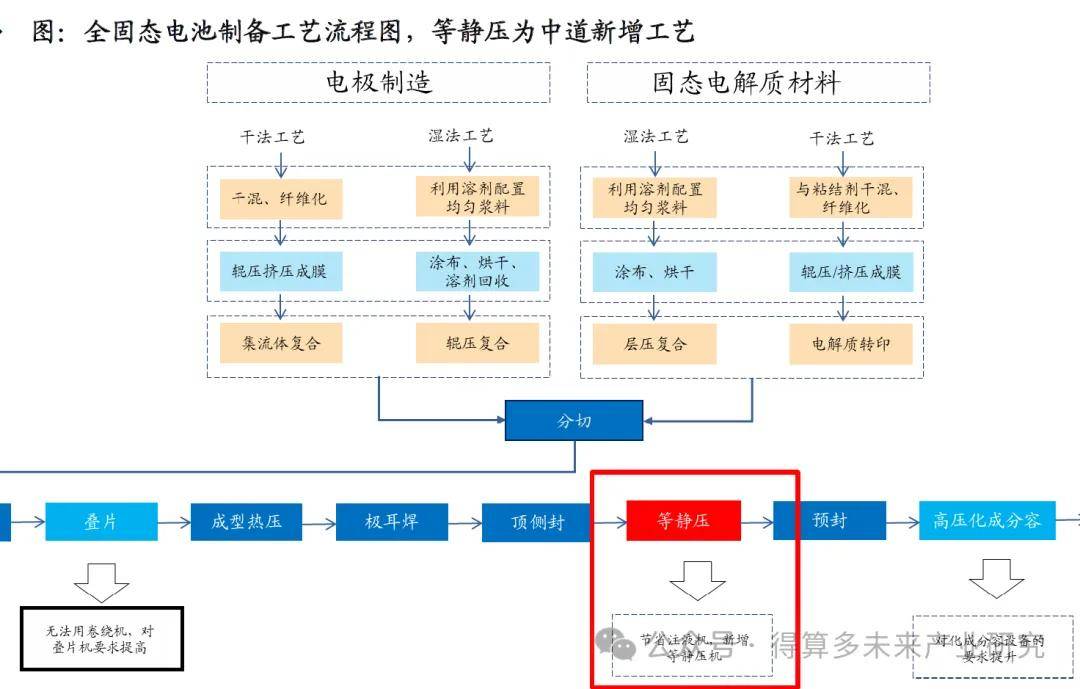
固-固界面致密化是全固态电池性能提升&量产的核心瓶颈。在生产过程中,正极、因态电解质与负极需堆叠形成稳定界面,但在循环过程中,固-固界面易出现接触劣化、孔隙残留与颗粒接触不足等问题,造成致密度下降,进而引发锂枝晶生成、抬高内阻、削弱离子传输效率,并加速性能衰减。为改善致密度,通常需施加超过10OMIPa高压压实材料。传统热压与辊压因压力方向单一且分布不均,易产生边缘效应和层间滑移,难以实现三维致密化与一致性,从而限制性能提升。
等静压技术用于改善全固态电池固固界面接触问题,拉动等静压机成为核心增量设备之一。等静压技术基于帕斯卡原理,能够提高界面致密度、消除内部空隙,改善组件接触效果,从而有效降低内阻、减少孔隙率、延长循环寿命并提升库仑效率。经过等静压处理,离子电导率可提升30%以上,内部电阻率降低20%以上,循环寿命提升约40%。这一显著优势正推动等静压机成为固态电池生产的核心增量设备。
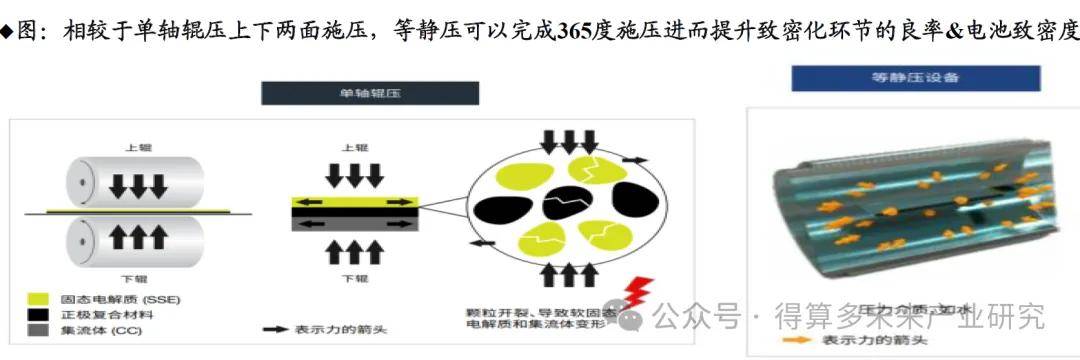
等静压以多向均匀压制显著优于传统辊压,全面提升固态电芯的致密性、结构稳定性与界面性能。(1)单轴辊压:传统单轴压制仅沿垂直方向施加压力,易造成材料溢出、颗粒破裂、层间结构破坏及集流体变形,致密度常低于85%,难以满足固态电池对结构完整性和致密化的高要求。
(2)等静压:等静压技术基于帕斯卡定律,在密闭流体系统中通过不可压缩介质向电芯各方向均匀施加高压(通常>100MPa),促使颗粒重排、孔隙闭合,实现三维各向致密化,显著改善界面接触与结构完整性,突破单轴压制的物理极限。以温等静压为例,可在85C、500MPa下实现超过95%的致密度,有效规避"边缘效应""层间滑移"等结构问题,并显著降低晶界阻抗。以硫化物体系为例,压制后界面接触面积可提升超40%,界面阻抗下降50%-70%,显著增强离子传输效率与循环稳定性。此外,温等静压具备良好工艺通用性,适配不同尺寸与结构形态的电芯,无需额外模具更换,即可实现一致化压制。
温等静压压力与温度区间契合固态电池致密化要求,是当前最优工艺路径。温等静压在中温条件下压制,可提升界面接触和致密度,又避免高温副反应。其温度区间与固态电解质稳定性契合,能在保持性能的同时改善界面质量。同时设备能耗和成本相对较低,具备产业化潜力,正成为电池厂商与设备商重点推进的工艺。冷等静压致密化程度有限,热等静压温度过高导致副作用突出。1)冷等静压:CIP工艺由于没有热作用,材料间的界面接触改善有限,难以直接实现高致密度,因此在固态电池电极和电解质成型中更多作为前处理手段。根据ACSEnergyLetters报道的实验结果,相比辊压约12%的电芯孔隙率,冷等静压可降低至约1.8%,而温等静压在材料高温软化的作用下,颗粒更易重排与压实,可将孔隙率进一步降低至约0.15%。2)热等静压:HHP在高温高压下能显著消除孔隙、提升密度和强度,常用于陶瓷和合金。但在固态电池中,温度过高会导致电极材料烧结、溶解,破坏整体结构稳定性。
相比于热等静压设备,冷/温等静压设备介质稳定、安全性强,监管门槛较低、生产资质更易获取。冷、温等静压设备仅需取得A6类超高压容器制造许可证即可投产;而热等静压除A6外,还必须符合<<固定式压力容器安全技术监察规程>>的要求。其原因在于:冷、温等静压以液体为介质,即便在600MPa下压缩率仅约30%,泊松比较高,爆炸风险范围较低;而热等静压采用惰性气体,泊松比更低,300MPa即可产生约6000倍的膨胀效应,潜在风险显著更高.
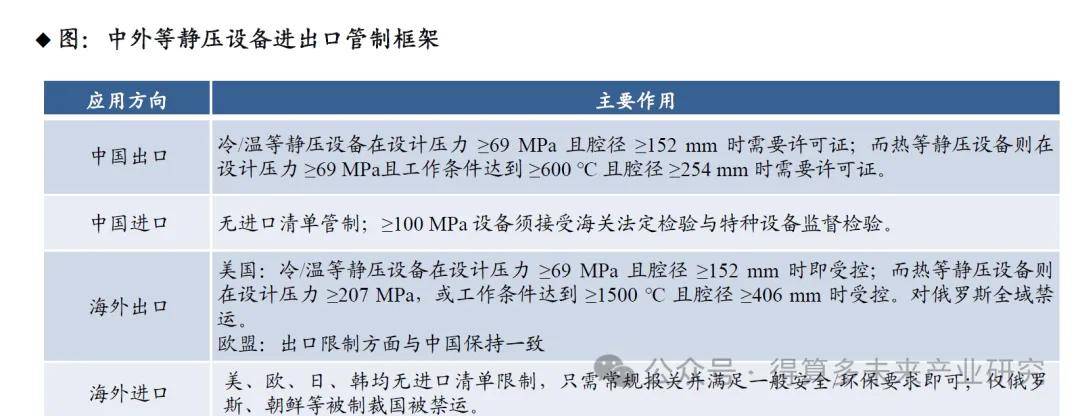
等静压设备进出口因瓦森纳协议需申请商务部许可,但对固态电池用用途不构成实质限制。中欧美对等静压设备的进口均无管制;出口限制基本一致,基本遵循国际瓦森纳协议,禁止设备用于军工用途。冷、温等静压设备在设计压力>69MPa且腔径>152nm时需申领许可证;热等静压设备则在设计压力>207MPa,且工作条件达到>600C且腔径>254mm时触发管制。等静压设备出口管制主要针对军工用途,固态电池等一般用途申请许可证即可,不构成实质出口限制。
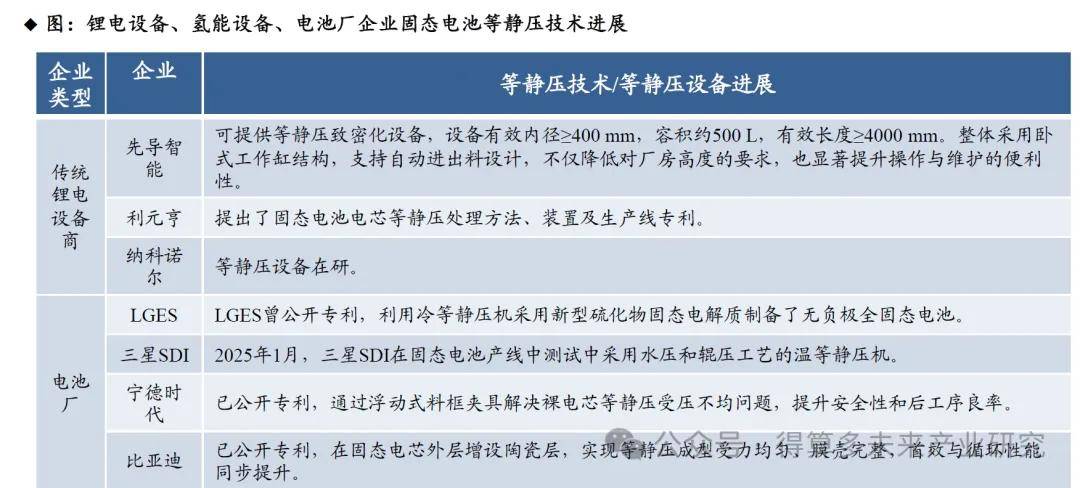
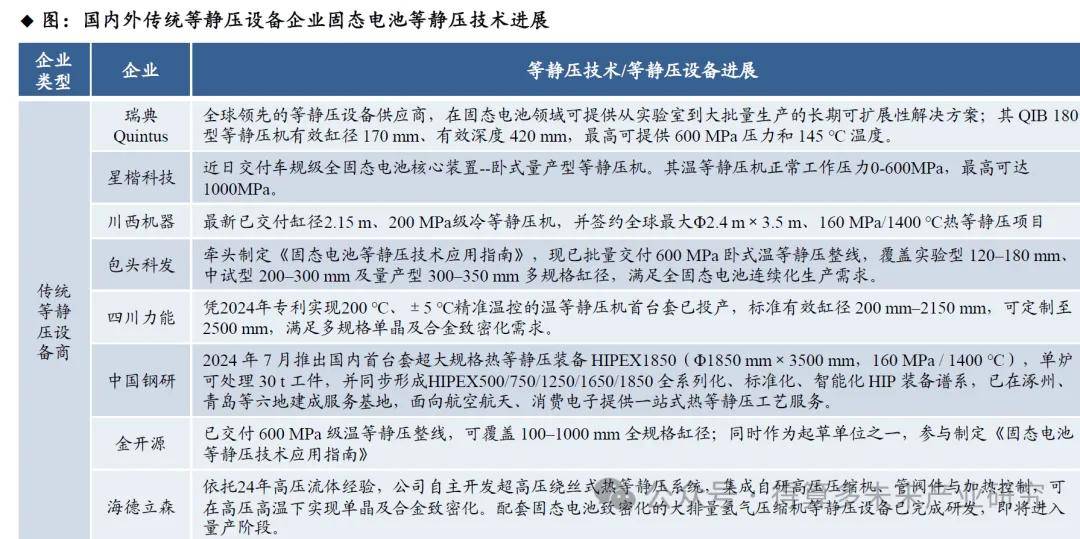
等静压&跨界玩家正加速布局等静压技术路线,聚焦固态电池关键成型环节。传统等静压设备厂商:依托超高压技术壁垒实现"能力复用",加速实现向固态电池场景技术转化和设备落地。1)海外玩家:瑞典Quinus技术积累深厚,率先推动冷等静压设备在固态电池中的产业化应用,并扩展至温等静压方案形成覆盖更广材料体系的产品组合。2)国内玩家:川西机器、钢研昊普与包头科发长期深耕热等静压领域,具备高温高压设备研制能力,正加快向固态电池场景的技术转化与设备落地。
跨界玩家:电池厂+锂电设备厂商携下游产线经验反向定义设备,推动固体电池等静压设备产业化落地。1)锂电设备玩家:先导智能率先探索差异化路径,开创性推出卧式等静压设备,以期在装载效率、自动化集成等方面取得突破;利元亨则推出自动化立式等静压方案,通过自动上下料、在线检测等功能提升生产节拍与一致性。2)主流电池厂商:如宁德时代、比亚迪、L(GES、三星SDI等已陆续启动等静压路径的验证与导入,推动设备选型与工艺工程化进程加速。