本文为节选内容
如需更多报告,联系客服

1.1 为什么当下节点看好固态电池产业?
产业链层面,固态电池凭借能量密度与安全性能的突破性优势,正成为低空经济与机器人两大战略新兴产业的关键技术支撑。在低空经济领域,被视为行业核心载体的eVTOL(电动垂直起降飞行器)对电池能量密度提出刚性需求,其电池能量密度要求为300Wh/kg及以上,这一能量密度基准必须于依赖半固态及全固态电池技术的突破。此外,固态电池或是人形机器人最为适配的产品之一,不仅能够显著增强续航时间,加之其具有不易燃、无腐蚀、不挥发等特性,能够最大限度提升机器人室内工作安全性。
政策端,对固态电池升级具有积极促进作用。2025年4月,工信部出台动力电池新国标,对单体快充循环后安全标准和电池包及系统热扩散、底部撞击等一系列安全性标准提出更严格要求。同时,工信部亦发布了《2025年工业和信息化标准工作要点》,明确提出将全固态电池作为重点领域,加强标准工作顶层设计,建立健全全固态电池标准体系。

1.2 固态电池较传统液态电池有何性能提升?
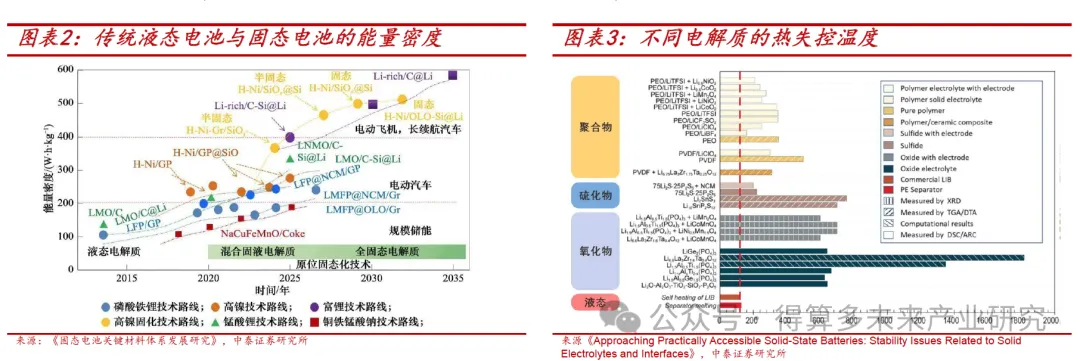
传统液态锂电池能量密度小于300Wh/kg,而固态电池的能量密度能达到300-500Wh/kg。电池的能量密度是由电池的工作电压及比容量决定的,固体电解质不仅具有较宽的电化学窗口,能适配高电压的正极材料,还能兼容高容量的金属锂负极;此外,传统液态电池需将单体先进行封装再进行串联组装,全固态电池可以先串联后封装,这能减少封装材料的使用,降低电池系统的重量和体积,从而使得固态电池的能量密度得到进一步提升。
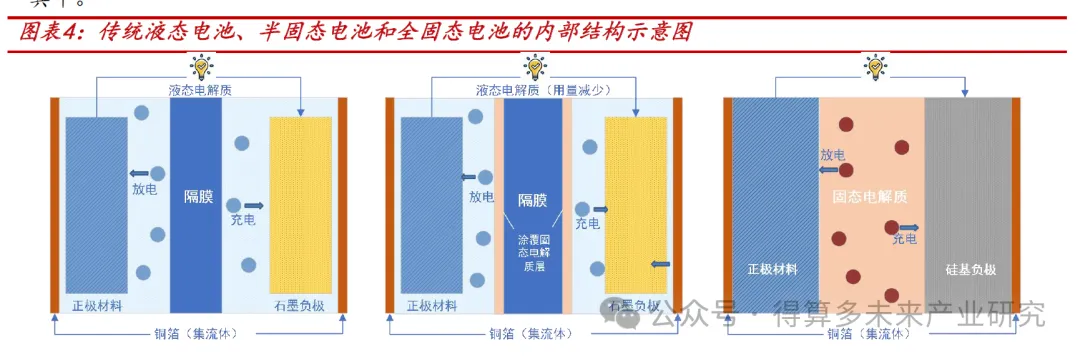
相比于传统液态电池,固态电池在安全性方面也有显著提升。传统液态电池的电解液使用可燃性有机溶剂,在受到外力或封装不善时容易发生漏液现象,而固态电解质不存在液体泄漏的问题,在针刺、挤压测试中不易短路或起火,抗物理损伤性能优于液态电池;另外,液态电解液在150-200℃即可分解,甚至有自燃和爆炸风险,而固态电池热失控温度通常在200-600 ℃,电池安全性得到有效提升。
1.3 液态、半固态、全固态电池结构上有何区别?
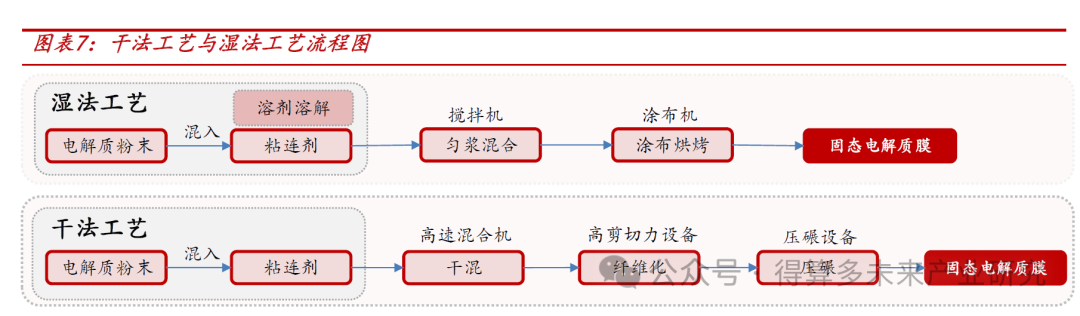
液态电池、半固态电池、准固态电池、全固态电池的区别在于电解液含量与有无隔膜。第一,液态电池电解液含量在25%以上,半固态电池、准固态电池、全固态电池的电解液含量分别为5~10%、0~5%和0%;第二,液态、半固态、准固态电池有隔膜,全固态电池无隔膜。
半固态、准固态电池属于液态与全固态的中间形态,一定程度提升能量密度及安全性。半固态电池可以一定程度提升电池的能量密度,同时由于电解液含量的减少,电池的本征安全性亦有提升。由于目前全固态电池的固—固界面问题仍无法得到良好解决,添加部分电解液用以缓冲是行业选择的折中方案。
半固态电池多使用原位固化技术。在电池内部,通过特定的引发机制,使液态的电解质在原位发生聚合或凝胶化反应,转化为半固态或固态的电解质形态,形成三维的聚合物网络结构,将液态电解质固定在其中。
1.4 何为固态电解质界面问题?
困扰固态电解质无法得到使用最大的卡点是固-固界面问题。固态电解质与电极材料之间难以实现完美接触,由于固态材料不像液态电解质那样具有流动性,无法自发填充电极材料的孔隙和表面不规则处,导致界面存在大量的空隙。因此全固态电池存在实际离子电导率低、界面高阻抗两大性能不足问题。
Ø 液态电解质普遍离子电导率在10⁻ ³-10⁻ ² S/cm,目前固态电解质离子电导率远不能及。仅参考离子电导率这一性能,所有固态电解质中离子电导率最高的硫化物固态电解质普遍为10⁻ ³-10⁻ ² S/cm,与液态电解质水平持平;而多数氧化物、聚合物等电解质离子电导率普遍集中在 10⁻ ⁴ -10⁻ ³ S/cm之间甚至更低。较慢的离子迁移速度将直接导致充放电缓慢、能量密度受限等问题。
Ø 界面高阻抗问题目前是全固态电池主要卡点之一。固-固接触界面的电阻高且存在应力问题,电极与电解质间存在微米级空隙,界面阻抗高达百Ω级 ,液态电池仅为十Ω 级。较高的阻抗同样会导致充放电缓慢、能量密度受限、电池倍率性能较差、循环寿命受限等问题。
1.5 固态电池制备的核心技术是什么?
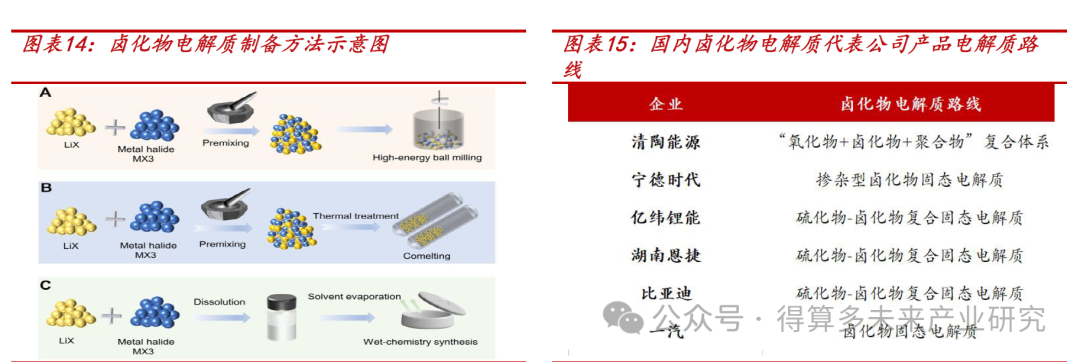
固态电池工艺技术核心在于固态电解质制备及成膜技术,电解质膜的制备工艺主要分为湿法和干法两种。湿法工艺是通过涂布、烘干等工序制备电解质膜,该工艺操作简单,易于规模化生产。该工艺将电解质粉末与粘结剂和溶剂混合,形成均匀浆料;将浆料涂布在模具或基底上,通过控制涂布参数调节膜厚;最后通过烘干去除溶剂,形成固态电解质膜。该制备方法缺点在于有时会产生溶剂残留进而导致离子电导率下降。
干法工艺可以降低电解质中溶剂的比例,提升离子传输性能,是更有潜力的发展方向。该工艺首先将电解质粉末与粘结剂混合均匀,然后通过气流粉碎机或双螺杆挤出机进行纤维化处理,最后在压力下压碾成型,得到自支撑的电解质膜。目前该技术还存在卡点①通常用于粘接作用的PTFE材料支撑性较弱,因此需较厚的膜层保证机械强度,但会使得电池内阻增加②成膜的机械性能不足,传统粘结剂(如PTFE )的粘结性不佳,在电池充放电过程中,电极材料的体积膨胀和收缩会使膜层产生裂纹或分层,影响电池的循环寿命。
1.5.1 固态电池路线之争讨论—— 聚合物路线缘何被低估?
聚合物电解质主要由高分子聚合物基体、锂盐及添加剂构成,该路线材料具有易于加工、高化学稳定性的优点,缺点则是室温下离子电导率偏低、机械强度较低。常用的高分子聚合物基体如聚氧化乙烯(PEO)、聚丙烯腈( PAN) 、聚乙烯醇( PVA) 和聚甲基丙烯酸甲酯( PMMA) 等,以上聚合物材料为离子传导提供通道;常用锂盐如双三氟甲基磺酰亚胺锂(LiTFSI),在聚合物基体中解离出锂离子实现导电;添加剂则用于改善电解质性能。
Ø 聚合物可通过交联改性等方式提升离子电导率等性能短板。以聚氧化乙烯(PEO)类聚合物电解质为例,由于其结晶性,室温离子电导率很低,通常为 10⁻ ⁷至 10⁻ ⁸ S/cm 数量级。国内已有团队通过对PEO进行共聚、交联等改性后,在不同温度情况下离子电导率可以提升至 10 ⁻ 3 S/cm 级至10 ⁻ 4S/cm 级。此外,大多数氧化物材料离子导电率亦在10⁻ ³ 至 10⁻ ⁴ S/cm 之间,该性能短板已经不明显。
Ø 聚合物与其它无机物材料进行复合可以大大发挥其性能优势。聚合物拥有有机物易加工特质,经过改性后的聚合物材料可以与其它无机物材料进行复合形成复合固态聚合物电解质。目前海内外多有企业采用氧化物-聚合物合成的路线的企业;复合后的材料有望具备氧化物和聚合物材料的多重性能优势。
1.5.2固态电池路线之争讨论 —— 氧化物路线有何优势?
氧化物电解质是含有锂、氧以及其他成分(磷/钛/铝/镧/锗/锌/锆)的化合物。固态电池氧化物电解质按照电解质成分可分为晶态和非晶态型。晶态氧化物电解质制造成本较低,可制备容量型电池,容易实现大规模生产,主要包括GARNET(石榴石)型、NASICON(快离子导体)型、LISICON(快离子导体)型、Perovskite(钙钛矿)型、 Anti-Perovskite(反钙钛矿)型固态电解质。
整体看,氧化物电解质具有较高的离子电导率(10⁻ ³ S/cm)、机械强度高等优点,缺点则是界面相容性较差。目前常用的氧化物电解质为LLZO(锂镧锆氧)、LATP(磷酸钛铝锂)等。目前国内部分企业已经逐步实现批量化的制备能力。上市公司层面,璞泰来、金龙羽、东方锆业、三祥新材等企业均有不同程度的专利布局及电解质生产能力。
氧化物制备方法主要包含固相法和液相法。固相法对电解质材料高选择性、成本低、工艺相对简单。但由于存在煅烧过程,能耗相对较高,且成品一致性仍有一定提升空间。液相法通常将原材料溶解、混合反应后脱水聚合形成溶胶/凝胶,其优点在于能耗较低,成品一致性相对较高。但对制造工艺要求较高,同时过程产物存在一定环保问题,需进行处理后排放。
当前国内主流固态电池企业均有氧化物电解质路线布局。氧化物电解质成本可控,以常见的氧化物电解质LATP/LLZO为例,其金属材料成本均低于10€/千克,原材料成本端可控。国内头部的固态电池企业清陶能源、卫蓝新能源等电池中均有氧化物布局。应用氧化物固态电解质的半固态电池已经搭载于部分车型中,实际提升了电池能量密度和汽车续航里程。
1.5.3 固态电池路线之争讨论—— 硫化物路线量产难点几何?
相比于聚合物、氧化物电解质,硫化物电解质的离子电导率极高(室温可达10⁻ ³~10⁻ ² S/cm),并且具有良好的界面相容性,可适配高比能电极材料(电化学窗口可达5V),缺点在于化学稳定性差。
生产安全性、专利壁垒、高生产成本或成硫化物电解质量产最大的阻碍,短期存在量产难度。由于硫的化学性质活跃,在制备过程中易于酸、水进行反应生成剧毒气体硫化氢,对生产安全造成巨大威胁;因此多数制备过程需对设备密封性要求极高同时需要配合惰性气体环境避免化学反应释放有毒气体。同时,日韩在硫化物领域研发较为领先,丰田公司、三星集团等日韩企业在专利布局战略与市场战略两者间实现了紧密结合和良好运行,存在一定专利壁垒。成本端,原材料高纯硫化锂单吨在400万元,是短期量产的重大阻碍。
远期看,由于硫化物性能卓越,宁德、比亚迪等大厂仍积极战略布局。宁德时代建立了 10Ah 级全固态电池验证平台,目前已进入20Ah 样品试制阶段,并计划 2027 年实现硫化物固态电池小批量生产;比亚迪于2024 年已下线(中试)60Ah 全固态电池,计划 2027 年小批量示范装车;此外,国轩高科、广汽埃安、恩捷股份等企业也在推进硫化物电解质的产业化进程。
1.5.4 固态电池路线之争讨论 —— 卤化物路线有何优势?
卤化物电解质主要由锂金属卤化物(如LiCl、LiBr、LiI)与过渡金属卤化物(如ScCl₃ 、InCl₃ 等)组成,具有高离子电导率(10⁻ ³ S/cm) 、低界面阻抗的优点。由于卤组元素(氟、氯、溴、碘)具有电正性、化学稳定性、易加工的特性,卤化物电解质具有较高的离子电导率,且能够与多数高电压正极材料兼容;但其与负极存在界面不相容问题,该问题仍待解决。卤组金属的高离子电导率特性可以解决目前部分氧化物、聚合物材料离子电导率较低的问题,提升固态电解质离子电导率。
当前已有多家企业积极布局卤化物固态电解质复合应用。清陶能源第二代固态电池采用“氧化物+卤化物+聚合物”复合技术路径,预计2025年开始规模搭载于上汽MG等车型上;宁德时代在2025年1月获得掺杂型卤化物固态电解质制备方法的专利授权,亿纬锂能、湖南恩捷、比亚迪和一汽等企业也在积极推进卤化物电解质路线。
1.5.5 固态电池路线之争讨论总结 —— 复合电解质或为长期发展方向
理想的固态电解质应具备高离子电导率、化学稳定性、良好界面相容性和较强的机械强度等要求。目前看,已知电解质材料中没有“六边形战士”,因此复合型固态电解质或为行业重要的发展方向。目前固态电池企业中,清陶能源新一代电池采用”氧化物+卤化物+聚合物“路线;卫蓝亦是采用”氧化物+聚合物“路线,以上案例均证明复合型电解质的产业趋势。
从专利角度看,硫化物电解质部分底层专利受限于日韩,存在一定超车难度;中国在氧化物、聚合物领域专利数量较多,各自领域国内核心科研机构分别为为中科院物理所、中科院青岛所。
产业落地或为技术收敛的重要节点。从产业进展看,氧化物、聚合物路线落地速度更快,这得益于其成本的快速下降。国内采用氧化物路线的卫蓝新能源、清陶能源均有批量化出货;采用聚合物路线的冠盛股份亦有Gwh级别产能建设规划及批量出货。硫化物产品则多处于小试、中试阶段。